-

深圳市精工研木工刀具有限公司
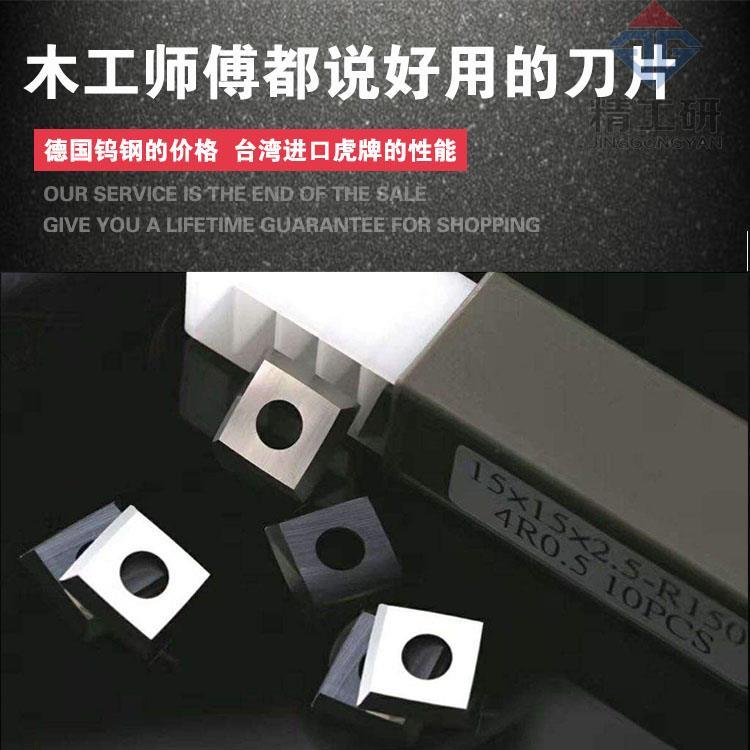
主营:真空吸塑胶,舍弃式螺旋刀,数控木工车刀

深圳市精工研木工刀具有限公司
主营:真空吸塑胶,舍弃式螺旋刀,数控木工车刀 7
7

舍弃式螺旋刀随着科技的发展,舍弃式螺旋刀头已逐渐取代传统的平刀、四面刨等,并且在不久的将来,舍弃式螺旋刀头将会在木工机械行业逐渐普及。作为平口刀、四面刨等的革新产品舍弃式螺旋的设计刀头在欧美地区已经成为木工机械的标准配刀。舍弃式螺旋刀头更科学的将刨削点均匀的分配给每一个加工刀片,同时对刀片与加工面的角度微调,可以很容易的调整到适应不同的材质的加工。
噪音小:单位时间内的接触木材表面与平口刀在同一时间内接触木材表面加工时所产生的噪音值约减少30至50dB。
舍弃式螺旋刀头又分有:重切削螺旋刀头和轻切削螺旋刀头。重切削螺旋刀头主要用于自动仿型铣刨边机,立轴机,四面刨机,切削成型。而轻切削螺旋刀头主要用于立轴机,四面刨机等上,主要切削平面光滑圆润。
使用寿命较长:铝合金刀体比一般平口刀的使用寿命长1-2倍,若在双面刨和四面刨上使用寿命长达3-4倍
螺旋转槽数(也就刨刀的排列排数)与刨刀片排列数量与刨刀片的刨刃切削角度这三个参数决定螺旋刨刀的刨削档次与价格.这是我重点介绍的内容. 螺旋转槽数(也就刨刀的排列排数),对于国标或欧美标来讲,螺旋转槽数设为2槽、4槽、6槽、7槽、9槽、12槽、15槽、18槽、21槽、24槽.一定直径的刨刀轴上设置的槽数越多,则排列的刨刀刃就相对越多,刨削质量就越好.当然,在一定情况下,槽数越多,导致整个刀轴的直径也越大.在一定直径刀轴的情况,当然是槽数越多越好,刀片排列越多越好.
木屑很小:单位时间内一螺旋方式切削,所形成的木屑较小,在中英集尘系统中很容易将木屑排离加工木材表面。
噪音小:单位时间内的接触木材表面与平口刀在同一时间内接触木材表面加工时所产生的噪音值约减少30至50dB。机器更稳定:单位时间内切削面积小,摩擦小,切削阻力小,带来的机器震动幅度更小,因此更稳定。散热速度快:我们的刀体采用7系列航太等级的铝合金刀体设计,不仅提高了散热速度,还提升了刀具的稳定度和刀体的结构强度,进而提升了刀体的使用寿命。
所以,大家如果需要选择螺旋刨刀时,一定要了解清楚你选择的螺旋刨刀的具体参数[螺旋转槽数(也就刨刀的排列排数)与刨刀片排列数量与刨刀片的刨刃切削角度]与价格的关系.否则,就会被一些商家蒙高价.
百度地图 谷歌地图
深圳市精工研木工刀具有限公司,已经成功的从生产传统平刀、四面刨刀等向螺旋刀头转型。是国内较早生产及销售螺旋刀头的企业之一。企业在历经十多年的发展,已成为一家集研发、生产、销售于一体的国内专业生产企业,公司提供几千余款产品让客户选择。产品的设计、工艺、品质,得到了国内广大客户的肯定和赞誉,销售网络覆盖了国内大多数城市。
本公司专业生产研发舍弃式螺旋刀轴,不同的机器与加工材料需要用到不同款式的螺旋刀轴,螺旋刨刀也分质量与档次的好差情况.不同档次的螺旋刨刀,其价格相关非常多.那就给大家介绍一下: 螺旋刨刀的基本参数有:切削长度(也就是刨削宽度),刨刀切削外圆直径,螺旋转槽数(也就刨刀的排列排数),刨刀片排列数量,刨刀片的刨刃切削角度. 切削长度(也就是刨削宽度)与刨刀切削外圆直径,这个非常容易理解;大家一看这个参数就知道,自己选择多大刨宽及多大直径的刨刀轴.